







太阳集团通风降温系统
电 话:0579-81328720>
传 真:0579-81328720
联系人
售前咨询:13388660553
技术指导:18858318765
售后服务:15068216608
地址:上海 金华 嘉兴 襄阳
进口水帘_维斯塔斯最新风机荣获年度最具创新电力技术金奖山特维
维斯塔斯亚太区总裁肖恩•瑟顿(Sean Sutton)出席了颁奖仪式并表示:“维斯塔斯V112-3.0兆瓦风机能够获得年度最具创新电力技术奖是我们的荣耀。这个奖项实际上属于开发V112-3.0兆瓦风机的全体团队,强大的开发团队为此投入了数千小时。我很荣幸能够代表他们接受这一奖项”。
素有“电力行业奥斯卡”之称的“亚洲电力奖”设立于2005年,旨在表彰多年来在亚洲地区取得显著成就的电力行业相关企业。本年度“亚洲电力奖”提名创下了历史记录——不同的奖项共计有超过28个候选者提名。独立评委来自各种不同的电力行业,他们致力于从亚洲地区生产和供应电力的行业和组织机构中甄选出佼佼者,即对亚洲电力行业做出突出贡献的电力项目、技术、服务及人才。
维斯塔斯市场部副总裁阿米特•坎萨尔(Amit Kansal)表示:“此奖项是对V112-3.0兆瓦风机质量及创新性的认可,使维斯塔斯从天然气、煤、核能等众多获得创新技术提名的竞争对手中脱颖而出。该奖项标志着大家对风能的高效性和竞争力的认可,有助于帮助我们实现将风能打造成与石油、天然气并驾齐驱的主流能源的愿景。”。
在今年8月初,维斯塔斯收到了来自澳大利亚麦克阿瑟风场项目的首份V112-3.0兆瓦风机的订单。140台V112-3.0兆瓦新型风机将为麦克阿瑟风场带来420兆瓦的清洁、可再生能源,使该风场项目将成为南半球最大的风场。而早在今年6月维斯塔斯在中国市场推出了V112-3.0兆瓦风机,致力于协助中国开发丰富的海上风资源。
维斯塔斯新加坡技术研发中心副总裁郑心鑫(Peter Cheng)说:“V112-3.0兆瓦风机具有一系列的创新,例如GridStreamer™。GridStreamer™技术使用一个永磁发电机来保证风机更广泛的运行范围,减少功率损失。该技术还使用一个全功率变频器来提供卓越的电网支持、降低传动系载荷、在更大风速范围内优化发电性能、提高发电量。V112-3.0兆瓦风机独特地结合了维斯塔斯现有的技术理念,在风速达到8.5米/每秒的情况下,每年的发电量最高可达到1340.5万度,创立了同类风机的新标准。”
关于V112-3.0兆瓦风机
V112-3.0兆瓦风机是维斯塔斯集30多年风电知识、对风机事业的全部热情和经验的伟大结晶,目前维斯塔斯已在全球五大洲65个国家安装了超过41,000台风机。维斯塔斯专注于不断创新,并应用新的技术解决方案来不断提高风电机组性能、降低度电成本,从而确保提供高品质的项目方案,为客户提供稳定的投资回报。
V112-3.0兆瓦风机的成功问世源于维斯塔斯的详尽设计方案以及对V112-3.0兆瓦风机的不断测试,从而优化所有部件的性能,将维修故障时间降到最低。新型的叶片、机舱设计和冷却系统实现了负载优化运行。新型GridStreamer™技术则实现了高质量、高稳定性的电力输出,符合全球范围内最严格的电网要求。
V112-3.0兆瓦风机还阐释了维斯塔斯为全球风能行业提供解决方案的理念:这款风机为全世界中低风速地区建立风电场提供了一个更好的解决方案,实现了卓越的电网支持和更高程度的电网稳定性。V112-3.0兆瓦风机的设计更易于运输和安装,这对那些安装和运输条件苛刻的风电场意义重大。
关于维斯塔斯
作为全球风能技术的领先者,维斯塔斯从1979年开始生产风机。经过30多年的技术创新,维斯塔斯在研发、生产、安装和维护高性能、高质量的智能风电厂方面积累了丰富的经验。
1986年,维斯塔斯在山东安装了中国的首批风机。直至2010年6月30日,维斯塔斯已在中国的13个省市安装了超过2,100兆瓦的风机,为这些地区源源不断地提供清洁能源。维斯塔斯是中国装机容量最大的风电厂设备提供商之一。
在过去的25年里,维斯塔斯在华建立了一个稳固的基础,迄今为止,维斯塔斯在中国的投资总额已经超过35亿元人民币。3,000多名维斯塔斯中国员工致力于为中国提供高质量的、可持续发展的风能解决方案。
维斯塔斯在天津、呼和浩特和徐州建有三个制造基地。在天津,维斯塔斯建有全球最大的一体化风能设备制造基地;在呼和浩特,维斯塔斯拥有一体化的工厂;在徐州则坐落着维斯塔斯最先进的铸造工厂。维斯塔斯中国总部位于北京,全球采购中心办事处设在上海。
2010年10月12日,维斯塔斯的中国技术研发中心在北京正式成立。该研发中心是维斯塔斯全球研发网络的重要一员,其成立再次表明维斯塔斯把最前沿的经验和知识引入中国的决心,同时提升其在应对瞬息万变的市场需求和技术创新方面的能力和速度。
作为全球风能行业的领先者,维斯塔斯致力于推动中国风能行业的发展,并使其步入到全球化的可再生能源发展新阶段。维斯塔斯正以实际行动积极地和中国的合作伙伴和业界人士分享其30年的行业经验和专业知识。
山特维克可乐满正逐渐加强对风力发电领域制造商的支持,并提供各种具有较高竞争力、针对不同零件特点而开发的切削刀具和刀具系统解决方案,以及大量应用知识和技术支持。
,负压风机厂家直供;
今天,风力发电已成为一项全球性事业。尽管过去两年内经济环境较为严峻,但风力发电仍保持约20-25%的年增长率。虽然它在美国和亚洲得到迅猛发展,不过迄今为止,欧洲仍是全球最大的风力发电机市场。
由于常规燃料逐渐减少,山特维克可乐满全力支持在全世界范围内寻找替代和可持续能源资源,为子孙后代创造更好环境。不过,如果风能被证明是一种具有竞争力的替代能源,那么风力发电将成为主流技术。今天,风力发电机设备制造商及其供应链正积极探索创新的、能提供领先市场所需的竞争优势的制造技术解决方案,并与经过仔细筛选的能源公司保持稳定的长期合同关系。
对于那些热衷于尝试新加工技术和战略的制造商,山特维克可乐满能为它们展示“同类最佳”产品和能力。与竞争对手相比,山特维克可乐满至少具有以下三个独一无二的优势。
首先,山特维克可乐满遵循建立密切的客户关系的理念,充分了解客户需求。而且,山特维克可乐满在生产效率提升和生产效率中心培训方面的知名度,“黄衣人”制造伙伴理念已得到行业的普遍认可。山特维克可乐满的应用知识也是必不可少的,尤其是在风力发电这样一个快速成长的行业。与成熟行业相比,快速成长行业的客户更需要“专家级”供应商。同时,山特维克可乐满在深孔加工方面的专业经验也至关重要。半个世纪中积累的知识和经验使公司在风力发电机主轴等零件加工方面拥有重要优势。
总体来说,山特维克可乐满不仅仅是一家供应商,它更与客户共同开发切削策略,用特定解决方案帮助客户克服加工中遇到的困难,或优化加工流程,从根本上提高利润率。事实上,山特维克可乐满已为包括连接法兰、主轴、轮毂、齿圈和行星架等风力发电机零件提供完整的切削解决方案。山特维克可乐满将继续推出为所有风力发电机零件设计的特定解决方案,这一计划预计将于2012年前完成。这样的话,山特维克可乐满将会成为全球领先的风力发电工程技术专家。
山特维克可乐满的 CoroBore 825 以小公差和高表面质量为孔的精加工提供了保证。 在精加工风电行业零件例如连结法兰、轮毂和主机架时,这种精镗刀具可提供稳定而可靠的性能。
CoroBore 825的特点是在于其接口结构,接口是椭圆形的,可以承受切向和径向力。为了获得最大的灵活性,CoroBore 825 装有3种刀夹,每一种刀夹都可配在加长滑块。加长滑块位于刀夹与滑块之间,也可以用于反镗,在向前镗削时可以增大到可用的最大直径。所有刀夹可使用三角刀片和92度主偏角。
CoroMill 825可提供的孔直径范围为0.75英寸到38英寸。
山特维克可乐满CoroDrill880为风电行业制造商提供高生产率
山特维克可乐满的CoroDrill880代表了U钻演变过程中的一个突破,它极大地提高了孔成形的生产效率。在在风电设备的零件如连接环、轮毂和叶片等上,有大量的浅孔需要进行钻削。因此,CoroDrill880在风电设备制造中,有巨大的节约成本的潜力。
CoroDrill880应用了台阶技术(StepTechnology)。台阶技术提供了优良的切削力平衡,显著地提高了生产率和孔质量。钻头的有独特形状的中心刀片使用了台阶技术,以光滑的入口进入工件,很好地平衡了切削力。使进给率提高100%,从而将每切削的孔的成本降低一半。
CoroDrill880的刀片有4个切削刃,采用了修光刃槽形,可以获得良好的刀片经济性,实现杰出的表面质量。刀片槽形和材质的综合选择为范围很广的应用场合和材料提供了优化性能的灵活性。钻头的通用性使它在许多应用场合中都表现优良,包括螺旋插补铣、插钻和镗削。
CoroDrill880产品系列覆盖从0.473到2.5英寸的直径范围,长度范围为2到5倍直径。
山特维克可乐满CoroMill345为风电零件提供灵活的面铣削
山特维克可乐满CoroMill345是一款灵活性刀具,它为钢、不锈钢和铸铁的小切深和大切深面铣削都提供了高性能。在风电零件的制造中,从锻件和铸件毛坯的粗铣削到要求小公差的精加工工序的应用,CoroMill345都为风电零件制造商带来了特别的价值。
作为最新一代的45度面铣刀,CoroMill345配备有双面的刀片,每面均带四个切削刃。新刀具通过带独立支撑区的刀垫提供了全切削刃支撑和优良的刀片座稳定性,与刀片的前刀面相匹配。CoroMill345的无可匹敌的性能使它适用于从粗加工到使用修光刃刀片的镜面精加工的各种工序。
CoroMill345在小切削深度时有较大的正轴向刃倾角,因此在工件上的轴向压力低,从而提供了软切削作用。隨着切削深度变大,切削刃有更多的直立部分参与切削,使刀片有更大的强度和更高的安全性。
CoroMill345可以在一系列机床上优化工艺,从小型低功率机床到大型高功率加工中心以及多任务机床。CoroMill345可提供的直径范围2.0英寸至10英寸。
山特维克可乐满WMX刀片提高了风电应用中的进给率
在风电零件制造商遇到的范围很宽的车削应用中,山特维克可乐满的WMX修光刃(wiper)刀片可提高生产效率和零件质量。与传统的刀片相比,在连结环、主轴和齿圈之类的零件所要求的粗加工和半精加工工序中,WMX修光刃(wiper)刀片可将进给率提高一倍。
WMX修光刃(wiper)刀片具有一个主半径以及弯曲相连的多个半径、以及独特的断屑槽形。这种结构可以提高进给率,切削时间平均可以减少30%。在半精加工和粗加工车削工序中,生产效率可以得到极大的提高;在精加工工序中,可以实现很高的表面质量。
WMX修光刃(wiper)刀片在很宽的进给率范围内提高了可靠性和可预测性,使其成为众多应用场合的理想刀片。
中国风机产业网 在CRT操纵端上操纵复位。MFT动作内容如下。
退出如下保护:给水流量间断保护;内置阀前压力降低保护;炉膛熄火保护;燃油压力降低保护;2台吸风机全停保护;2台送风机全停保护;两侧空预器全停保护;2台一次风机全停保护;失去所有燃料保护。跳闸所有给粉机。跳闸2台一次风机。跳闸2台排粉机。封闭燃油快关阀、燃油进出口阀、封闭所有火咀油阀。停汽动给水泵、停电泵并禁止备用开关合闸。
所有给粉机全为分闸位时:所有油咀油阀全为关位或燃油快关阀关位。
燃料为煤位0MFT动作或燃料为油位0.13集控室卧盘手动停炉14集控室立盘紧急手动停炉15汽机跳锅炉,MFT动作将机组限定在安全状态,MFT复位将解除这种限定。因此,MFT动作后,应保持MFT动作状态,直到再次启动锅炉。开始点火是几种主保护的投入前提,它的含义是当NM007、NM251同时打开且至少下层油咀有1只油阀未封闭。炉膛负压保护当压力开关三取二动作时动作,保护动作后不直接触发MFT动作,而是跳双吸风机,双吸风机全停引起MFT动作。立盘手动停炉开关除了触发MFT动作外,还直接发出跳闸所有给粉机、跳闸双一次风机、跳闸双排粉机、封闭NM007.操纵台手动停炉开关仅触发MFT动作。当燃料在煤位燃油压力低保护动作不触发MFT动作,仅封闭NM007和NM251NM252、封闭所有油咀油阀。任何保护通道故障信号屏蔽该保护通道,保护压板0推出可以复位故障信号。
65%负荷保护动作触发切除上层四角给粉机(NL104、NL106、NL205、NL207)及其对应的一次风门和二次风门、信号送调节回路、信号送机控回路。吸风机、送风机、一次风机、空预器单侧跳保护动作除了触发65%负荷保护动作外封闭本侧出、进口风门。
目前,随着我国国民经济和交通运输业的飞速发展,大城市的交通运输压力日趋严峻。为了缓解地面交通运输的压力,地铁作为一种新兴高效的运输方式在各大城市纷纷面世。
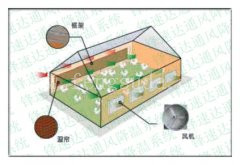
地铁建于地面之下,所有通风几乎都靠风机来完成。由于地铁隧道在日常通风、列车阻塞与火灾排烟时风机需正反转送风,并且正反转送风的风量 Q 与全压 p 的大小要基本保持一致。因此,地铁隧道通风系统配置了大量的可逆转式轴流通风机。
可逆转轴流通风机要保证在正转和反转工况下都具有相同或相近的风机性能,故对其叶片的翼型就有着特殊的要求—在正向和逆向送风时,翼型都能提供良好的气动性能。寻找一种更好地满足这一特殊要求的可逆翼型对提高地铁风机效率和降低噪声有着重要的实用价值。本文借助商用软件
FLUENT 对 3 种可逆翼型的地铁轴流通风机分别进行了整机三维流场和声场数值模拟计算,通过对比分析,确定采用哪一种翼型更适合地铁可逆转轴流通风机。
1 算例
以某 10 号地铁风机为算例,图 1 为叶轮图,其几何参数:叶轮直径 1000mm , 轮毂比 0.5 ,叶片数 12 ,沿叶片径向取 5 个剖面,各剖面参数见表 1 。
根据地铁可逆轴流通风机翼型的使用要求,其中弧线不应是一般翼型的中弧线。一般翼型的中弧线具有单个拱形形状,而可逆翼型的中弧线应是“ S ”形,即翼型前部向上拱,翼型后部向下拱,中弧线成“ S ”形状 [1] 。因为只有这种形状才能使在同一迎角下,正向和逆向运行时绕过翼型头部的流动都比较“顺流”、相似。具有这一翼型的特性常见形式有 3 种: S 形机翼翼型、 S 形圆弧板翼型和平直板翼型。 3 种翼型的结构如图 2 所示。算例中, S 形机翼翼型采用 REVER18 ,其截面尺寸列于表 2 。算例中的 S 形圆弧板翼型与 REVER18 具有相同中弧线。
表 2 REVER18 翼型截面尺寸
X
0.00
0.89
1.79
3.57
5.36
7.14
10.71
14.29
21.43
28.57
32.14
35.71
42.86
50.00
YU
0.00
1.17
1.52
1.94
2.17
2.34
2.55
2.66
2.84
3.55
4.12
4.87
6.46
8.00
YL
0.00
-1.47
-2.24
-3.27
-3.88
-4.53
-5.32
-5.82
-6.08
-5.87
-5.60
-5.25
-4.30
-3.01
X
57.14
64.29
67.86
71.43
78.57
85.71
89.29
92.86
94.64
96.43
98.21
99.11
100,水帘风机.0
—
YU
9.27
10.23
10.57
10.84
11.32
10.79
10.29
9.50
8.95
8.24
7.21
6.44
4.99
—
YL
-1.49
0.11
0,瓦厂房散热处理方法.85
1.42
2.13
2.31
2.42
2.63
2.80
3.03
3.45
3.81
4.99
—
为了使计算结果具有可比性,保持上述叶轮几何参数及各剖面安装角和弦长不变,翼型分别采用 S 形机翼翼型、 S 形圆弧板翼型和平直板翼型。通过数值模拟研究以上 3 种翼型对风机性能和噪声的影响。
2 数值模拟
2.1 流场数值模拟
采用有限体积法离散控制方程 , 对风机的三维定常流场进行分离式隐式求解。计算采用 标准 k- ε两方程紊流模型,近壁区的流动模拟采用标准壁面函数 , 差分格式为二阶迎风差分格式 , 压力 - 速度耦合采用标准 SIMPLE 算法求解 [2] 。
计算模型采用商用 CAD 绘图软件建立,图 3 为计算模型及边界条件定义。网格划分在 gambit 中完成, 3 种翼型计算域的网格类型和网格分布相同,图 4 为网格图,网格数大约为 55 万。
2.2 声场数值模拟
气动声学在很多工业领域中倍受关注,模拟起来相当困难。使用 FLUENT 可以有多种方法计算由非稳态压力脉动引起的噪声,瞬态大涡模拟( LES )预测的表面压力,可以使用 FLUENT 内嵌的快速傅立叶变换( FFT )工具转换成频谱。 FW_H 声学模型可以用于模拟从非流线型实体到旋转风机叶片等各式各样的噪声源的传播,宽带噪声源模型允许在稳态结果的基础上进行模拟,这是一个快速评估设计是否需要改进的非常实用的工具。
轴流通风机的气动噪声主要包括旋转噪声和涡流噪声 [3] 。旋转噪声又称离散频率噪声,当叶片在自由空间旋转时,叶片相邻的某固定位置上空气受到叶片及其压力场的周期性激励而发声。旋转噪声的频率 (Hz) 为
由于 3 种翼型风机叶轮的几何参数相同,即 n 和 Z 相同,由上式可知,风机旋转噪声的频谱相同。对 3 种翼型风机噪声的比较,只需比较涡流噪声。涡流噪声又称宽带噪声,是由随机压力脉动引起的。根据流场计算的结果,可以利用 FLUENT 中的宽带噪声源模型对涡流噪声进行估算。
3 数值模拟结果及分析
3 种叶片翼型风机的整机性能参数见表 3 。结果表明: S 形机翼翼型叶片风机的效率最高,涡流噪声的最高声功率级最小。 S 形圆弧板翼型风机在相同几何外形下能获得最大的总压和风量,效率居中,但涡流噪声最大。平直板翼型风机总压、流量和效率都最小,但涡流噪声居中。
表 3 整机性能参数
参数
机翼翼型
圆弧板翼型
平直板翼型
总压 p /Pa
388.4
429.3
384.1
流量 Q /( m/s)
14.1
14.5
13.8
转轴力矩T /(N·m)
54.1
66.4
57.9
轴功率 L /W
8220.1
10080.3
8795.8
效率η /%
66.67
61.75
60.26
最高声功率级 /dB
127.2
135.6
134
图 5a 、 b 、 c 分别给出 3 种翼型风机的出口面上的流场速度矢量分布图。可以看出,机翼翼型风机出口速度分布比较均匀,而且速度偏转相对较小,损失最小。
图 6a 、 b 、 c 分别给出 3 种翼型风机叶片径向 350mm 处剖面上的流场相对速度矢量分布。可以看出, 3 种翼型叶片都没有发生流动分离,说明叶片安装角设计合理。机翼翼型前后缘流场流动性能最好,流动损失最小。平直板翼型流动性能最差,流动损失最大。
图 7a 、 b 、 c 分别给出 3 种翼型风机叶片表面声功率级分布图。可以看出,在叶片前缘涡流噪声最大,机翼翼型叶片高涡流噪声区域的范围比其他两种翼型要小,圆弧板翼型叶片高涡流噪声区域最大。
4 结论
通过以上对比分析可以看出, S 形机翼翼型流动性能最好,流动损失最小,效率最高,噪声最低,总体性能最好。 S 形圆弧板翼型流动性能居中,但噪声最大。平直板翼型噪声居中,但流动性能最差。因此, S 形机翼翼型更适合地铁可逆转轴流风机采用。
太阳集团负压风机-大北农集团巨农种猪示范基地风机设备水帘设备供应商!台湾九龙湾负压风机配件供应商! 主要产品猪舍通风降温,猪棚通风降温,猪场通风降温,猪舍风机,养殖地沟风机,猪舍地沟风机,猪舍多少台风机,厂房多少台风机,车间多少台风机,猪舍什么风机好,厂房什么风机好,车间什么风机好,多少平方水帘,多大的风机,哪个型号的风机 相关的主题文章: