





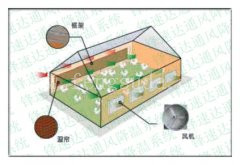


太阳集团通风降温系统
电 话:0579-81328720>
传 真:0579-81328720
联系人
售前咨询:13388660553
技术指导:18858318765
售后服务:15068216608
地址:上海 金华 嘉兴 襄阳
水帘生产厂家_双馈式风力发电机组的特点内需稳定外需下滑 机械行
一、双馈式风力发电机组特点
双馈式风力发电机组具有以下特点:
1.技术成熟、质量可靠。自工业化革命以来,齿轮传动已经成为技术最成熟、最主流的传动方式,广泛应用于航空、航天、船舶、汽车、钟表等工业和生活领域。风力发电机组工作环境恶劣,对机组可靠性要求很高。双馈机组采用的大功率大速比齿轮箱技术从20世纪90年代起已经开始应用,其在风电中的故障率已低于电气系统和发电机系统。叶轮+齿轮箱+发电机的传动链结构简单,各类载荷分配合理,整体质量可靠性高。
2.效率高、性价比优。该技术有效分配了机械传动系统和发电系统的参数配置,通过高速比齿轮箱提高电机转速,大幅提高发电机效率。同时该机型仅有占额定功率1/5~1/3的转差功率通过变流器,变流器的能量损失小。整机效率高、性价比优。
3.可维护性好。双馈式风力发电机组一般采用叶片+轮毂+齿轮箱+联轴器+发电机的传动结构,这种结构各主要部件相对独立,可以分别进行维护和维修。现场维修容易,时间响应及时。
4.电能质量好,低电压穿越能力强。双馈式风力发电机组采用双馈式感应电机和部分功率变流技术,发出的70%以上的电能通过定子输送到电网,产生的谐波小、电能质量好。同时,该技术具有功率因数可调、有功功率和无功功率控制方便,低电压穿越性能好等特点,可实现电网友好型接入。
但在大型风力发电机组实际运行中,齿轮箱是故障率较高的部件。由于风力发电机组一般安装在高山、荒野、海滩、海岛等风口处,受无规律的变向变负荷的风力作用以及强阵风的冲击,常年经受酷暑严寒和极端温差的影响,加之所处自然环境交通不便,齿轮箱安装在塔顶的狭小空间内,一旦出现故障,修复非常困难,故对其可靠性和使用寿命都提出了比一般机械高得多的要求。例如对构件材料的要求,除了常规状态下机械性能外,还应该具有低温状态下抗冷脆性等特性;应保证齿轮箱平稳工作,防止振动和冲击;保证充分的润滑条件等。对冬夏温差巨大的地区,要配置合适的加热和冷却装置。还要设置监控点,对运转和润滑状态进行遥控。
二、市场应用情况
全球权威风能产业研究机构BTM最新发布的2009年全球风电产业报告显示,2009年全球新增风电装机1380万千瓦,在已装机的风力发电机组中,86%的风力发电机组采用带齿轮箱的风力发电机组。在全球前十大风电设备生产企业中,有VESTAS、GE WIND、华锐风电、GAMESA、东汽、SUZLON、SIEMENS、REPOWER等八家企业采用齿轮箱技术。在直驱风电产品中,约8.5%的机组采用电励磁直驱方式,而永磁直驱不足5%。目前,全球已并网运行的800多台海上风力发电机组,全部采用带齿轮箱的传动形式。
从目前国内的情况来看,带齿轮箱机组变桨变速双馈式风力发电机组的装机容量比例最大,代表厂家包括华锐风电、东汽、国电联合动力、明阳、上海电气和北重等,市场份额超过80%;直驱式变桨变速型风机也有一定装机容量,代表厂家包括金风科技、湘电风能等。
三、发展趋势
风力发电机组技术的成熟性、质量的稳定性和可靠性、及时而低成本的维修将是市场选择的最重要标准。带齿轮箱机组技术已经在过去的十多年中成为大型风力发电机组的主流技术;永磁直驱技术目前尚未得到市场长时间的运营检验。从我国目前情况来看,带齿轮箱机组占据风电技术的主流地位。也有一些企业认为齿轮箱是故障较高的部件,采用无齿轮箱结构能大大提高风电机组可靠性,降低故障率,提高风电机组寿命,因此,这些企业看好直驱机组未来发展潜力和市场需求,使得拥有直驱风电机组生产技术的厂商数量在逐渐增加,包括Enercon、金风科技、西门子、GE、湘电风能、航天万源和东方电机等。
不同风电技术路线的发展,都需要通过市场来进行考验,市场的选择是最好的标准,这样将更有利于促进风电产业的健康发展和技术进步。
机械行业内需稳定、外需下滑。2008年中国机械设备收入创出新高,成为世界第一。2009年一季度在国家基建投资刺激下,行业国内收入增长了9%,但出口下降21.4%,导致整体增长4.5%。
下半年基建仍能保大局,出口和地产拉动作用成期待。基建新开工项目较多,基本能保证稳定发展的大局,如果地产投资和出口在下半年复苏,则行业将有超预期的表现。
工程机械部分子行业和铁路装备业在下半年相对确定。工程机械受益于基建程度较大的旋挖钻机、起重机、挖掘机等产品内需稳定,前低后高的增长格局确定。铁路装备前景明确,龙头机会明显。
扩张政策是机遇。机械行业特别是工程机械行业在宏观政策扩张时期上涨概率大,而在经济过热或政策紧缩时则面临风险,下半年机遇大于风险。
关注行业龙头长期成长和并购整合带来的机会。行业在前几年快速扩张后,龙头公司实力和地位更加突出。未来行业增速会放慢,但龙头公司机会变大,下半年资产注入和收购机会值得关注。
给予同步大市评级,看好工程机械龙头和铁路装备:年初至5月25日机械装备龙头公司跑赢沪深300指数4.8个百分点,目前行业整体估值略低于历史平均水平,彩钢瓦车间高温处理设备,但高于国际可比公司,考虑成长性,基本合理。重点推荐:综合产品受益程度、长期竞争力和短期空间,我们给予中联重科(000157)“买入”评级,天马股份(002122)、中国南车(601766)、三一重工(600031)、徐工科技、太原重工、柳工、山推股份、安徽合力(600761)“增持”评级。
引言
风机产品在建材、冶金、电力、化工等行业,是生产线上不可缺少的关键设备。本文阐述了风机在环境极为恶劣工况下运行,如何保证用户不因为风机磨损而频繁的停产维修、更换设备及造成诸多的经济损失。对风机磨损问题进行了深入研究,应用了多种耐磨技术,解决了风机易磨损一大技术难题。
1 不同工况条件下风机的磨损形式
风机的磨损形式:①含尘气流中磨料的微切削作用而产生的低应力磨粒磨损;②含硬质颗粒的运动流体高速冲向设备表面形成的冲刷磨损[1];③腐蚀和磨损综合作用下的腐蚀磨损。风机的运行工况比较复杂,磨损的类型也不相同。
(1)热电厂多采用Y4-73系列引风机,抽吸电厂锅炉的烟气。虽然在锅炉尾部排烟处设置了除尘装置,但还会在烟气中携带部分具有一定温度、细小坚硬的固体颗粒,致使风机工作面长期承受着煤粉、矿石粉等硬质颗粒的高速冲刷,造成了风机机壳和叶轮等迎风部位的严重磨损和冲刷。特别是有些热电厂在引风机前安装脱硫型除尘器,烟气中携带大量具有腐蚀性的水蒸汽,烟气进入风机后受环境温度的影响,在机壳内金属表面结成含有大量氧化物和硫化物的露点,与金属发生化学反应,形成一定厚度的松脆腐蚀层,很容易被磨损掉,磨损又加快了金属的腐蚀速度,腐蚀与磨损的共同作用,加速了风机的损坏。
(2)烧结厂一般多采用双吸入、双支撑、锥形前盘、单板叶片,用于输送烧结烟气的主抽风机。烟气中含有尖角形状硬质颗粒的高浓度粉尘,这种混合气体的温度平均在150℃左右,最高温度瞬时可达250℃。SJ8000以上风机工作转速为1000r/min;SJ8000以下的风机工作转速一般为1500r/min。在相同工况下,随着风机旋转速度的增快,也就是含尘气流对风机迎风面的磨粒磨损频率增多,造成风机迎风面金属磨损加剧。
2 风机易磨损部位
叶轮是风机最易磨损的部件,风机叶轮结构型式不同,运行工况不同,易磨损的部位也不尽相同。
2.1 轮盘部易磨损部位
一般是在受含尘气流冲刷较严重的邻近叶片进口根部的轮盘迎风面。
2.2 叶片最易磨损的部位
(1)叶片进口:在叶片进口头部正反两面30~50mm宽度内易发生磨损,靠近轮盘侧比较严重至轮盖方向逐渐减弱;
(2)叶片中部:在叶片迎风面的中部,靠近轮盘侧80~150mm宽度范围内易发生磨损;
(3)叶片出口处:从叶片迎风面出口边缘开始产生磨损,水帘风机,逐渐向叶片中部延伸,相同工况下风机运行的时间越长,叶片被磨损的就越簿越短,甚至顺着轮盘方向从叶片根部全都磨穿。
风机叶片易磨损部位示意图,见图1。
1.叶片 2.轮盘 3.轮盖 4.叶片出口易磨损部位 5.叶片进口易磨损部位
图 1 叶片易磨损部位示意图
2.3 轮盖易磨损部位
轮盖迎风面靠近叶片出口100~130mm长,与叶片成20°~25°的边角处,严重时可在此处将轮盖磨出三角形豁口。
3 耐磨技术措施
风机叶轮的磨损是一个十分复杂的物理过程,它与工作介质、流体速度、粉尘浓度、颗粒硬度,以及风机结构形式,风机焊接结构采用的材质等诸多因素都有关系。为提高风机的耐磨性、延长风机的使用寿命,根据风机的工作条件、磨损类型,选择相适应的耐磨技术措施。
(1)对热电厂Y4-73型锅炉引风机,主要采用在叶轮易磨损部位堆焊耐磨层的技术措施。
①一般在高效后向机翼型叶片上附加低锰钢制成的叶片衬板,在叶片进口防磨圆钢两侧增设防磨板;在特殊工况下运行的风机采用后向板型叶片代替机翼型空心叶片。
②在叶片头部正反两面50~70mm宽度、全部堆焊3~5mm厚耐磨层,以增加此部位的抗冲刷磨损。
③在叶片进口高度1/2~2/3处开始堆焊单弧圆心角为60°的人字形波纹,宽度在10~15mm、高度在3~4mm的耐磨条,抵抗多方位烟尘介质的冲刷,增强叶片的耐磨性。
(2)对烧结主抽风机采用的耐磨技术措施。
①采取主动的防磨措施:合理地设计风机结构,增加导向装置,改变含尘气流的流动方向,尽量减轻粉尘颗粒对叶片的冲击,以及分散磨损点等手段,增强叶轮的耐磨性。
②选择具有高强度、高耐磨性的耐磨钢板制作可更换的叶片衬板、轮盘易磨损部位的防护板,靠材料自身的耐磨性与综合力学性能满足风机的使用性。
③采取经济上实惠,工艺上简单,堆焊速度是焊条堆焊速度的2~3倍、高效率,易操作的药芯堆焊焊丝气体保护堆焊技术。药芯堆焊焊丝品种较多,选择4个焊材厂家生产的9种药芯堆焊焊丝,做工艺性试验,之后分别委托哈尔滨焊接研究所、郑州机械研究所做了相对耐磨性试验,从中选用5种药芯堆焊焊丝在风机产品上试用1年多。从药芯焊丝的工艺性、相对耐磨性、特定工况下使用性进行比较,从中择优确定了2个生产厂家的3种焊丝做为风机防磨损的堆焊材料。
视风机运行工况,在叶片堆焊图中选一种堆焊形式,在叶片上堆焊耐磨层,见图2。
(a)粉尘浓度相对较高时采用 (b) 一般情况下采用
图2 叶片堆焊图
按轮盖堆焊图(图3)和轮盘堆焊图(图4)在易磨损部位堆焊耐磨层,以提高风机的耐磨性。
图3 轮盖堆焊图 图4 轮盘堆焊图
(3)双金属复合耐磨板是用堆焊的方法在低合金钢板上熔敷一定厚度的高耐磨合金,从而形成具有高耐磨性、高韧性的一种复合板。作为风机的耐磨损材料提高风机使用寿命具有重要的现实意义。从7家复合板厂家选取了9种双金属复合板加工耐磨试样,委托哈尔滨焊接研究所、郑州机械研究所做了硬度测定和相对耐磨性试验,复合板硬度达到56~64HRC远大于Q345钢板,相对耐磨性是Q345钢板的5~9倍。双金属复合耐磨板表面质量和相对耐磨性进行比较,选择3种双金属复合板做风机耐磨材料。
对运行工况特别恶劣,介质颗粒坚硬、棱角锋利,浓度大、流体速度高的风机,依据风机的工作温度选择在工作温度下具有高耐磨性的双金属复合耐磨板做风机叶片和机壳的耐磨衬板。
4 结论
研究了风机运行工况的特殊性,掌握风机磨损类型、风机磨损部位及分布情况,对热电厂锅炉引风机、烧结主抽风机等易产生磨损的风机,钢结构屋顶风机,根据不同工况条件采取了相适应的耐磨技术措施。通过多年的推广应用,取得了良好的效果,极大限度地保证了风机正常运行,可延长风机耐磨寿命3倍以上,虽然增加了一些制造成本,但适中的价格也同样得到风机使用厂家所认可。
磨损现象包含着许多复杂因素,它往往是多重机理综合作用的结果。尘粒进入叶轮后与壁面相互作用,在离心流道的进口区域和整个轴向流道内,尘粒基本上是在气流的夹带及自身惯性的综合作用下,以非零攻角在碰撞壁面,然后又反弹进入流道内,这样引起的壁面材料磨损是典型的冲蚀磨损。而在离心流道的出口区域内,尘粒在流道内运动了较长的一段距离,大部分和壁面发生过多次碰撞,基本上沿着压力表面滑动或滚动,并对着壁面有一定的压力作用,这样造成的背面材料的磨损属于擦伤式尘粒磨损,尘粒在压力面附近区域的集中更加剧了尘粒磨损的危害程度。?
太阳集团负压风机-大北农集团巨农种猪示范基地风机设备水帘设备供应商!台湾九龙湾负压风机配件供应商! 主要产品猪舍通风降温,猪棚通风降温,猪场通风降温,猪舍风机,养殖地沟风机,猪舍地沟风机,猪舍多少台风机,厂房多少台风机,车间多少台风机,猪舍什么风机好,厂房什么风机好,车间什么风机好,多少平方水帘,多大的风机,哪个型号的风机 相关的主题文章: