







太阳集团通风降温系统
电 话:0579-81328720>
传 真:0579-81328720
联系人
售前咨询:13388660553
技术指导:18858318765
售后服务:15068216608
地址:上海 金华 嘉兴 襄阳
降温水帘_离心通风机前盘冷压成型工艺离心式鼓风机叶轮裂纹补焊
陈金勇 刘东明 孙新志 张 建 王士君 吕向东 / 山东电力设备厂
摘要 : 介绍了风机叶轮前盘冷压成型制作工艺方法,应用该方法制作的风机叶轮能够达到设计要求和质量标准,能够保证安装配合的要求,并节省了能源,减少了环境污染,缩短了生产周期。
关键词 : 离心式通风机;叶轮 前盘;冷压成型
中图分类号: TH432 文献标识码:B
文章编号: 1006-8155(2007)04-0040-02
Technology of Pressure and Molding for Front Disc of Centrifugal Fans
Abstract: The paper introduces the technology method of pressure and molding for disc of fan impeller. The fan impeller manufactured by this method can meet design requirements and quality standards. It can ensure the requirements of installation and mounting, save energy, cut down environmental pollution and shorten manufacturing cycle.
Key words: centrifugal fan; impeller; front disc; pressure molding
0 引言
我厂是电站风机专业生产厂家,所设计生产的6-30型离心式通风机叶轮前盘为弧、锥组合结构(图1)。为保证前盘与叶片结合面的紧密度以及与集流器出口的配合尺寸,对叶轮前盘圆弧型线有严格要求,同时对前盘进口直径也有严格的要求。以往,我厂对该结构前盘采用整体热压成型工艺,为了降低此类前盘的制造成本,提高其生产效率及质量,减少环境污染,采用了冷压成型工艺。通过一段时间的使用,发现此种方法较为适用,不但降低了制造成本,减少环境污染,还提高了生产效率,保证了产品的质量。
1 冷压成型方案
1.1 成型工艺分析(以图1为例)
(1)首先,按前盘中性层母线展开长以及进、出口直径设计压型毛坯的主体锥。主体锥两端的内径尺寸分别为前盘的进、出口直径尺寸减去3mm。主体锥中性层的母线长为前盘型线中性层母线展开长。压型毛坯则为沿主体锥母线方向各向两端延长5mm余量的锥体。前盘成型后进口高度以及出口外圆都有5mm的机加工余量。
(2)利用模具将锥体毛坯各截面圆压制到前盘型线对应位置上,在压制的同时模具对各截面圆进行了整型。
1.2 模具分析
由于锥体毛坯的两端直径分别按前盘进、出口直径尺寸预留了一定撑展量,锥体中性层母线与前盘中性层母线展开长相同。所以该件成型后,只是将锥体相应的截面圆压制到前盘型线的对应位置上,因此在前盘各截面圆上不会产生反弹,但在前盘高度方向上会产生一定的回弹量,因此模具型线 R和锥面角度需留一定的回弹量。16Mn材料的前盘R模=R/(1+3.66×10-3×R/t) 、β模 =β-0.414 R/t其中:R模为与图1中R对应的上、下模之间的型线;t为前盘材料的厚度;β模为与图1中β对应的角度。
另外,为了便于前盘压型后的出模以及压型过程中的受力均匀,在下模的前盘进口与毛坯小端之间设计一段导向段,上端直径为毛坯小端直径,大端为前盘的进口加5mm高度加工余量直径尺寸。为限制前盘压制过程中,毛坯沿受力方向移动,因此在下模上按前盘出口尺寸处设计了止口台阶。为便于前盘压型后顺利出模,在下模外沿设计一段50×50缺口,用于前盘压型后锹出前盘(见图2)。
2 制作工艺
2.1 模具制造
依据叶轮前盘的具体尺寸和模具分析的原则设计模具,利用 CAD绘图软件绘制上、下模图纸及车加工用样板。按图铸造上、下模毛坯(需加工处单边留5mm加工余量),在立式车床加工上、下模(加工时先将进口和止口台阶加工至尺寸,然后按车加工样板加工上、下模型线)。
2.2 前盘毛坯制作
(1)首先将前盘型线中性层母线展开测量长度,依据其长度及前盘进、出口直径设计压型毛坯的主体锥,降温水帘。主体锥两端中性层直径分别为前盘的进、出口尺寸减去5mm。主体锥中性层的母线长等于前盘型线中性层母线长。压型毛坯为沿主体锥母线方向向两端分别延长5mm余量的正锥体。
(2)将压型毛坯展开放样,数控下料,卷制锥体,接口处开坡口焊接。
(3)焊缝进行超声波探伤。
2.3 冷压成型
将上/下模合模置于压力机工作平台上,上模与压力机上工作台联结,下模用压板固定在下工作台上,在下模导向段上均匀涂上一层润滑脂,然后将前盘毛坯套装于下模,开动压力机缓慢下压,直至模具与工件完全贴合,然后拆卸。
2.4 探伤
成型面进行表面探伤,焊缝进行超声波探伤。
2.5 组焊和校正
将压制好的前盘组焊于叶轮,注意保证前盘进口与后盘基准线的同轴度。
2.6 车削加工
以叶轮后盘的组焊基准线为基准找正,车削加工叶轮外圆、内孔及进口高度,直至达到尺寸要求。
3 应用效果分析
经过使用发现,冷压成型工艺制作的外径为 φ 1300、材料为16Mn、厚度8mm以下的前盘,组焊成叶轮后,完全能够达到设计要求和质量标准。可提高前盘的制作效率。降低了压型对环境的污染,节省了能源,完全具备推广应用的价值。
离心式鼓风机叶轮裂纹补焊试验及应用
张 璞 王 驰 / 陕西鼓风机(集团)有限公司
摘要: 介绍了低合金 高强 度钢焊接叶轮裂纹补焊新方法,并对叶轮补焊后的性能和成分进行了分析,对低合金 高强 度钢焊接叶轮裂纹补焊提出了建议。
关键词 :离心式鼓风机 ;叶轮; 裂纹; 补焊
中图分类号:TH442 文献标识码: B
文章编号:1006-8155(2007)03-0000-00
Test and Application of Impeller Crack Welding of Centrifugal Blower
Abstract: The new method of welding impeller crack with low alloy high intensity steel is introduced, and analyze the performance and elements of impeller after welding, the suggestion is put forward.
Key Words: Centrifugal blower; Impeller; Crack ;Weld
0 引言
在冶金工业中,高炉鼓风机为高炉输送燃烧用空气,其运行情况直接影响高炉产量,是整个高炉的心脏。某钢铁公司高炉用风机D1400由于运转过程中产生振动,造成转子第三级叶轮口圈部位出现约40mm长的穿透性裂纹,从而造成风机停机,使整个高炉停产。由于该转子要求较高,转子转速为5700r/min ;要求轴径部位跳动小于0.01mm, 口圈部位跳动小于0.15mm (见图1);叶轮轮盖、轴盘和叶片材料为低碳合金钢15MnNiCrMoV ,组织为 淬火马氏体、回火索氏体,轮盖、轴盘和叶片分别经过调质、焊接和焊后消应力处理,然后又进行了加工、平衡和超转试验。为了恢复生产,进行了有关试验,对该叶轮进行了补焊处理。
1 焊接试验
1.1 试验材料
叶轮材料为15MnNiCrMoV,要求σb≥920MPa ,σs≥850MPa ,ψ≥35% ,δ≥12% ,HB270~320,材料成分见表1 。
表1 材料成分 %
C
Cr
Si
Mn
Mo
V
Ni
15MnNiCrMoV
0.14
0.78
0.29
0.9
0.45
0.055
1.5
680S 焊条熔敷金属
0.12
30
1.20
1.70
0.30
0.25
9.0
由于叶轮焊接后需要进行550℃高温消应力处理,之后进行半精加工,然后再进行消应力处理。共需要进行两次高温消应力。由于要求转子轴径部位跳动小于0.01mm ,叶轮口圈部位跳动小于0.15mm ,特别是轴径部位不能出现大的焊接变形,以免引起转动过程中的振动和不平衡。叶轮补焊过程和消应力处理后也不能出现大的变形,结合叶轮焊接工艺过程,并根据消应力处理温度和以往单个叶轮补焊经验及焊后消应力处理对变形影响的数据分析,拟对转子补焊后的消应力处理采用低温消应力。
叶轮原来焊接和补焊用低碳合金钢焊条,经焊后消应力处理,焊缝金属延伸率和断面收缩率与母材接近。考虑到叶轮口圈部位结构应力和工作应力很大,而且补焊后消应力处理采用低温消应力,决定采用 不锈钢焊条做补焊试验 。通过仔细研究和比较后,决定采用焊缝金属屈服强度大于640MPa ,抗拉强度大于770MPa ,延伸率为22%~25%的卡斯特林焊条680S(化学成分见表1)进行焊接试验,母材用15MnNiCrMoV板材,经调质处理后进行坡口加工和焊接。
1.2 试验过程
将厚度为8mm的15MnNiCrMoV板材按要求加工单边45坡口,钝边2mm, 进炉预热200℃,拼装、点焊,拼装间隙2mm,以保证单面焊双面成型。打底焊用Φ3.2焊条,盖面焊用Φ4焊条。 焊条:680S Φ3.2 Φ4; Φ3.2焊接电流:60~110A;Φ4焊接电流:90~150A 。
直流正接,层间温度≤300℃,焊条烘干温度:350℃×2h 。
焊接完成后清理焊缝,负压风机外框,立即进炉进行焊后消应力处理。
消应力规范:温升≤100℃/h, 进炉进行400℃×2h 消应力处理,炉冷。
探伤:着色探伤,水帘生产厂家。
加工:加工拉伸试样。
检验:最后进行检验。
1.3 试验结果
对试样进行化学成分和接头力学性能检验,力学性能见表2。
表2 力学性能
σb /MPa
σs /MPa
HB
1
1068.2
1048 .8
306
2
1083.1
1073.1
308
3
1058.1
1050.6
306
平均值
1069.8
1057.5
306.8
由于焊接接头在拉伸过程中变形存在不均匀性,屈服强度仅供参考,化学成分见表3 。
表3 化学成分 %
C
Cr
Si
Mn
Mo
Nb
Ni
0.087
27.91
1.315
0.732
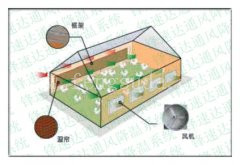
太阳集团是水帘生产厂家|环保空调生产厂家|屋顶风机厂家|,太阳集团承接规划:猪场降温|车间降温|厂房降温|猪场通风|车间通风|厂房通风|屋顶排风机|屋顶排热|厂房通风降温|车间通风降温|通风换气排热降温工程|屋顶风机安装|负压风机安装|水帘安装|环保空调安装|通风设备安装|通风降温设备|通风系统安装案例|通风降温系统|屋顶通风机|屋顶排风系统
相关的主题文章: