





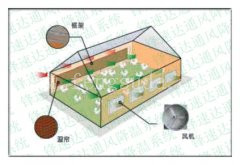


太阳集团通风降温系统
电 话:0579-81328720>
传 真:0579-81328720
联系人
售前咨询:13388660553
技术指导:18858318765
售后服务:15068216608
地址:上海 金华 嘉兴 襄阳
冷风机价格_HTFC低噪声消防离心风机箱改制镀锌板成功筒型离心式
上海应达风机股份有限公司经过技术部门的研发,新式镀锌板HTFC型消防(通风)两用低噪声柜式离心风机终于下线了,相对老式风机多种优势。
一、产品概述
HTFC型消防(通风)两用低噪声柜式离心风机是一种新型的高效率、低噪声箱式离心风机,产品按JB/T 9068-1999《前向多翼离心通风机》和JB/T 8932-1999《风机箱》标准要求设计,并经国家消防装备监督质量检验中心按GA211-1999《消防排烟风机耐高温试验方法》进行耐高温试验,能在300℃高温条件下连续运行60分钟以上,已取得全国三十多个省市的消防局认可,发给准销证书。产品广泛应用宾馆、饭店、礼堂、影剧院、地下室、厂矿企业、办公楼等场所,是通风排烟的理想产品,是高层建筑用消防排烟风机的更新换代产品,已畅销全国各地,深受广大用户好评。
二、产品特点
1、产品结构:产品由低噪声前向多翼离心风机、电机、轴承、消声型箱体等组成。根据安装位置的不同,提供12种不同的角度的进出风口位置,以满足用户不同的安装需要。根据消防与通风的要求不同分为A型和B型两种类型,A型电机装在箱体外,用于消防排烟;B型电机装在箱体内,用于通风换气。
2、低噪声前向多翼离心风机:材料采用优质镀锌板,并机械模具化生产,采用铆接、咬接等手段,表面清洁平整、不存在焊接变形现象。主要零部件叶轮在消化 、吸收美国LAU工业公司产品的基础上进行改进,叶片为多翼前弯叶片,具有效率高、噪声低,风量大、运行平稳、质量稳定、经久耐用等特点。
3、消声型箱体:采用框架、箱板拼装设计,框架采用先进的金属冷弯机组一次拉伸而成,箱板为彩涂板,表面清洁美观、耐腐蚀性强,内层为镀锌板,中间填充聚氨脂发泡材料,可进一步降低噪声。产品可进行拆装,现场安装。
4、若用户需大风量风机时,本公司可生产并联式消防通风两用低噪声柜式离心风机。
三、产品工艺
1、叶轮:叶片、前盘、中盘由优质宝钢产的镀锌板冲压下料、液压成型,用镀锌铆钉把叶片同前、后盘铆接。并经数显硬支承动平衡机进行校正,平衡精度达到G4.6级以上。
2、蜗壳:侧板由优质宝钢产的镀锌板用专用振动剪板机下料,液压成型。蜗板由优质宝钢产的镀锌板剪板机下料,用专用压筋成型机压筋并滚圆,侧板和蜗板咬口连接,再配上所需蜗壳支架。
筒型离心式压缩机干气密封定位凸台的补焊
刘冬菊 哈福民 印明洋 黄维臣 /沈阳鼓风机(集团)有限公司
摘要:介绍了筒型离心式压缩机干气密封凸台由于操作上造成的缺陷,从而进行的补焊工艺。对补焊工艺方法的选择作了比较,具体阐明了采用手工钨极氩弧焊的补焊工艺方法,实践证明,效果良好。
Repair Welding of Allocating Convex for Dry Gas Seal in Barrel Type Centrifugal Compressor
Abstract: Repair welding technology of allocating convex table for the dry gas seal in barrel type centrifugal Compressor caused by operation fault is introduced. The selections of r epair welding technology are compared, and the r epair welding technology using handwork gas tungsten arc welding is detailed. The result shows good effect is got.
1 引言
在组装某台筒型压缩机干气密封时,发现在左、右端盖上安装干气密封处,所钻的一次排气孔钻到干气密封定位凸台处,使密封凸台破坏,破坏面达 25mm×10 mm×7mm(见图1中的F向),造成干气密封定位胶环局部密封不好。
左、右端盖本身做水压试验,压力为30MPa,合格后端盖与机壳同时做气压试验,压力为20MPa,介质为氦气。该产品的气体介质为 循环氢,承受工作压力16 MPa ;如果密封凸台不补焊,不仅影响外观质量,更重要的是在机组运转时将会造成密封漏气,严重时还 会影响干气密封的使用,从而导致工艺流程瘫痪和机组停机,后果不堪设想。左、右端盖材质为 KMN材料,该材料特殊,补焊难度非常大,由于左、右端盖已精加工,如果补焊措施不当会引起裂纹,焊后变形,最为严重的是导致该部件报废。
2 KMN材料简介
KMN材料是我公司离心式压缩机焊接叶轮、端盖等专用材料。该材料为铬钼合金,焊前需要预热,焊后需要热处理,在调质状态下使用,焊接工艺复杂,焊接时用KMN材料的专用焊条。
3 补焊方法选择
3.1 激光冷焊
由于左、右端盖已经精加工,干气密封定位台也已加工完毕,焊接热输入量会导致焊后变形。为防止焊后变形,焊接方法首选是冷焊。为了保证补焊质量,笔者与中国科学院金属研究所激光表面熔合的专业技术人员,进行了现场质量分析,确认是否可以采用冷焊的方法进行补焊。激光表面熔合焊的技术人员对端盖 KMN 材料的性能、可焊性等,都感到陌生,补焊的位置处于端盖的中间处,确认在补焊时电极接触很困难,即使电极接触到焊接效率也极低,质量又很难保证,冷风机价格,面对此种情况,确认不宜采用激光冷焊。
3.2 手工电弧焊
采用手工电弧焊进行补焊,灵活方便。由于 KMN材料是公司专用材料,也有专用KMN焊条,焊接材料和焊后性能都没问题。关键是需补焊的 左、右端盖的位置都是在精加工后的干气密封区域,补焊时需要焊前预热,焊后热处理,手工电弧焊的热输入量很大,都会增加补焊区域的热输入量,热输入量的不断加大,将会导致焊后变形。如果产生变形,这意味着左、右端盖将会报废,此种方法也不宜采用。
3.3 手工钨极氩弧焊
氩弧焊,是用氩气作保护气体的一种焊接方法。氩弧焊时,氩气在电弧周围形成保护气层,使熔融金属、钨极端头和焊丝不与空气接触。氩气属于惰性气体,它不与金属发生化学反应,十分稳定。因此,在焊接过程中被焊金属和焊丝中的合金元素不易烧损。此外,氩气不溶于金属,故在金属中不能形成气孔。由于具有上述特点,采用氩弧焊可以获得高质量的焊缝。
此工件采用氩弧焊进行补焊,更充分的理由是:
(1)由于电弧受到氩气的压缩和冷却作用,使电弧能量比较集中,热影响区小,变形也小;
(2)焊缝区无熔渣,焊工在操作时可以清楚地看到熔池和焊缝的形成过程,便于操作;
(3)操作时不受空间位置限制,适于全位置焊接;
(4)适于焊接有色金属及合金钢、不锈钢、高温合金钢、特殊合金钢以及难熔的活性金属等。
基于氩弧焊的特点,采用氩弧焊对左、右端盖密封处进行补焊最为合适。
4 手工钨极氩弧焊补焊工艺
4.1 焊接技术参数
设备型号:日本大阪OTC 公司生产的 ACCUTIG 300P脉冲氩弧焊机;
电源极性:直流正接;
钨极:采用铈钨极;直径: Φ 3.2mm; 外伸长度:7 mm;
氩气纯度: 99.99 %;氩气流量:8 L/min;
喷嘴直径: 10mm; 钨极至工件距离:4mm;
引弧:借高频引弧器引弧;
焊接电流: 110~120 A;
焊接电压: 20~22 V。
4.2 焊前准备
(1)补焊处的油污用酒精、丙酮彻底清洗干净。
(2)检查电源、水路、气路等是否正常。
(3)将KMN Φ 3.2mm焊条药皮清理干净,砂纸抛光后用丙酮擦拭,做补焊填充焊丝用。
4.3 补焊要点
(1)引弧前提前5~10s输送氩气,借以排除管中及补焊件被焊处的空气,调节氩气流量。
(2)补焊第一层采用左向焊法,第二层采用右向焊法,依序往返进行补焊,后一道焊缝相当于给前一道焊缝回火,起到消除应力的作用,采用左向焊、右向焊,相互交替进行补焊长肉,直至焊完为止。
(3)补焊时采用短弧焊,以增强保护效果,同时减少热影响区宽度并防止补焊件变形。
(4)填充焊丝要均匀,在熔池前面呈熔滴状加入,不要扰乱氩气流,厂房降温负压风机,切莫与钨极相碰。
(5)补焊临终时,应多加些焊丝,然后慢慢拉开,防止产生弧坑。
(6)补焊完毕,切断电源后,必须在3~5s内继续送出保护气体,直到钨极及熔池区域稍稍冷却以后,停止送气,避免补焊区氧化。
5 补焊后检验
补焊后对其表面进行着色检验,表面无任何缺陷。检验合格后将补焊处进行手工修磨,修磨到符合要求后,再用金相砂纸进行精抛。补焊处经过精抛后的金属颜色、光泽,完全与基体金属颜色、光泽一致,根本看不出补焊痕迹。
6 结论
(1)采用手工钨极氩弧焊,对 左、右端盖已精加工的干气密封定位凸台处进行补焊,是最理想的补焊方法 ,工业排风扇。
(2)利用手工钨极氩弧焊左、右向焊接法,往返、相互交替进行补焊,焊前不需预热,焊后不用热处理,补焊效果好,工件不变形。
(3)在高压离心式压缩机的 筒型机壳中,位于左、右端盖上的干气密封定位凸台处补焊成功,保证了产品质量及按期交运。
太阳集团是水帘生产厂家|环保空调生产厂家|屋顶风机厂家|,太阳集团承接规划:猪场降温|车间降温|厂房降温|猪场通风|车间通风|厂房通风|屋顶排风机|屋顶排热|厂房通风降温|车间通风降温|通风换气排热降温工程|屋顶风机安装|负压风机安装|水帘安装|环保空调安装|通风设备安装|通风降温设备|通风系统安装案例|通风降温系统|屋顶通风机|屋顶排风系统
相关的主题文章:
- http://www.anxinfengji.com/ask/fjxx/5042.html
- http://www.anxinfengji.com/ask/fjaz/5143.html
- http://www.anxinfengji.com/ask/fjaz/5149.html